Technology 0005: 14000 Series - Liquid Oxygen/Liquid Nitrogen/Liquid Argon Cryogenic Air Separation Plant
1. Basic principle
Basic principle of air separation (cryogenic method): compress air to certain pressure, remove the moisture and carbon dioxide and then send it into rectification column. Air exchanges heat with reflux cryogenic gas in heat exchanger of rectification column cold box and then enters lower column of distillation column after cooled. Air is rectified into middle-pressure nitrogen and liquid nitrogen in lower column. Middle pressure and reheated and sent out of cold box as feed gas for circulation nitrogen compressor. LIN is sub-cooled, throttled and separated into gas and liquid. Part of the Lin got serves as back flow liquid of upper column while another part is extracted as liquid product. After distillation, those entering upper column is separated into low-pressure nitrogen, LOX, oxygen and waste gas. Oxygen is reheated and sent out of cold box; LOX is sub-cooled and sent to liquid storage tank; low-pressure nitrogen is reheated and sent out of cold box to water cooling column; waste gas is reheated and serves as regeneration gas for purifier.
Process flow description:
This equipment is an air separation plant with two booster turbine expanders and circulation compressor; adopt techniques of atmospheric molecular sieve adsorbing and all-distillation argon-producing without hydrogen. Its general flow is as follows:
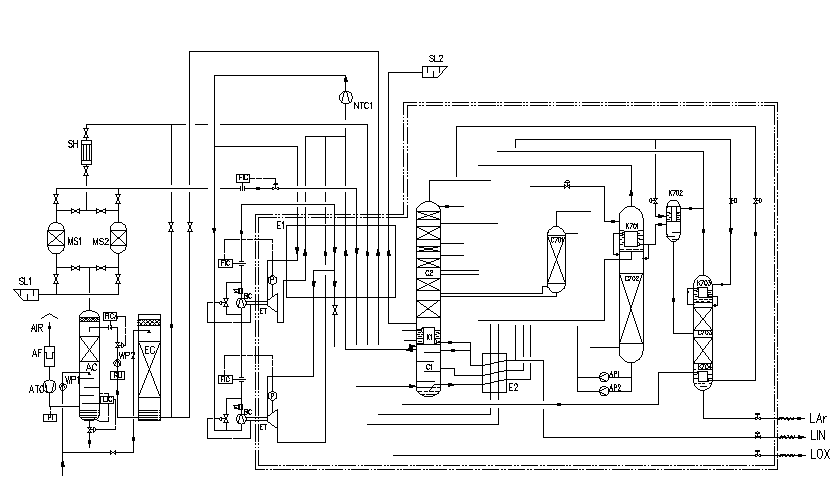
Air is eliminated of dust and mechanical impurities in self-cleaning air filter, enters air compressor for compression and then goes to air pre-cooling system. Air is cooled in air cooling column by cooling water and refrigerant water, washed by water and eliminated of soluble impurities and then goes to molecular sieve purifying system. The molecular sieve purifying system is composed of two adsorbers and two electric heaters. The two adsorbers are working in turn, that means while one is working, the other is regenerated by waste nitrogen from rectification column through electric heater. Moisture and carbon dioxide in air is absorbed by alumina and molecular sieve. Then air enters rectification column. Meanwhile, one part of air goes to heating pipeline of rectification column, instrument gas system and self-cleaning filter.
Air from purifier is sent to rectification column and then exchanges heat with reflux nitrogen, oxygen and waste nitrogen respectively in low-pressure main heat exchanger. It is cooled and then sent to lower column for distillation.
The air that enters lower column is distilled into oxygen-rich liquid air, nitrogen and liquid nitrogen. Oxygen-rich liquid air is induced out of bottom of lower column and enters sub-cooler to be sub-cooled by waste nitrogen and nitrogen from upper column. One part is throttled and enters upper column as back flow liquid. Another part is throttled and sent to crude argon condenser. Part of the liquid nitrogen extracted from condenser-evaporator and the throttled liquid nitrogen from high-pressure main heat exchanger serve as back flow liquid at top of lower column. Another part of the liquid nitrogen extracted from condenser-evaporator enters sub-cooler, sub-cooled and separated into two flows by waste nitrogen and nitrogen from upper column: one flow is throttled and then sent into LIN separation tank; the other flow is throttled and then sent into pure argon condenser. The LIN that enters LIN separation tank is separated into gas and liquid, among which the gas enters the nitrogen line on top of upper column. Part of the separated liquid nitrogen enters upper column as back flow liquid while the rest is sent to user’s storage tank as product. The oxygen-rich liquid that enters crude argon condenser exchanges heat and part of it is vaporized into upper column for distillation. Those entering upper column are distilled into LOX, waste nitrogen and nitrogen, which can be extracted respectively at bottom of condenser-evaporator, upper part and top of upper column.
Part of the middle-pressure nitrogen extracted from top of lower column is condensed in condenser-evaporator by LOX. Another part is separated into three flows and sent to low-pressure main heat exchanger, high-pressure main heat exchanger and pure argon evaporator respectively. The middle-pressure nitrogen that is sent to low-pressure and high-pressure main heat exchangers is reheated and then goes to nitrogen circulation compressor fore pressurization together with expanded and reheated nitrogen of hot-end and cold-end expanders. The circulation nitrogen is cooled and compressed, then a small part of which enters high-pressure main heat exchanger and cooled to a certain temperature. Most of it enters cold-end expander, is expanded and refrigerated and then enters high-pressure main heat exchanger, where it is reheated with another part of pressurized nitrogen and expanded nitrogen by hot-end expander. Then it is mixed with the nitrogen from distillation column and from hot-end expander and then enters circulation nitrogen compressor. The other part of pressurized nitrogen continues to be cooled and liquefied and then throttled into top of lower column for distillation.
LIN condensed from nitrogen in pure argon evaporator is throttled into gas-liquid separation tank together with another flow of throttled LIN.
LOX is extracted from condenser-evaporator, sub-cooled by sub-cooler and sent out of cold box into user’s storage tank.
Waste nitrogen is extracted from top of upper column into sub-cooled and then enters main heat exchanger after heat exchange. It is reheated there and then part of it enters molecular sieve purifying system as regeneration gas and the rest is sent to water cooling column.
Nitrogen is extracted from top of upper column into sub-cooler and then enters main heat exchanger after heat exchange. Then it is reheated and sent to water cooling column.
Argon fraction is extracted from lower part of upper column and sent to crude argon column I. it exchanges heat and elements with liquid crude argon transmitted from crude argon column I by process liquid argon pump and then enters crude argon column II. Cold energy for crude argon column II is sub-cooled liquid air. In crude argon column II, argon fraction exchanges heat and elements, got rid of oxygen composition and then enters pure argon column. There is a condenser and an evaporator respectively at top and bottom of pure argon column. Cold and hot energy sources for pure argon condenser are LIN and crude argon respectively, while those for pure argon evaporator are liquid argon and nitrogen. Crude argon is distilled in pure argon column and liquid pure argon can be extracted at bottom of pure argon column. Liquid argon is sent out of cold box into liquid argon storage tank after measured by measuring cylinder.
2. Preparation and stand-alone commissioning
The following text describes the operations that must be followed when the equipment is initially started.
These procedures are explained in the normal order, and they are used step by step in this order. Theoretically, the previous process must be completed before proceeding to the next process. However, some processes can be carried out at the same time. In order to fully and effectively implement each process in the shortest possible time, the technical director in charge of the equipment commissioning shall selectively organize the implementation.
This requires people to thoroughly understand all operating procedures and have a clear understanding of the relationship between the various operating procedures. To achieve this goal, the relevant personnel in charge of the startup procedure must carefully read all the technical documents related to the startup and understand them thoroughly.
The start-up and operation instructions of this device. For the start-up operation of air compressor unit, cooling water pump, chilled water pump, booster turbine expander, liquid oxygen storage system and instrument, electric control and other systems, see relevant data.
The following instructions are based on the completion of the installation work:
All equipment has been installed and purged as required, and all pressure tests and air tightness tests are satisfactory.
All instruments (sensors, transmitters, controllers, actuators, valves and measuring instruments) have been installed.
All electrical equipment has been installed.
According to the process flow diagram and engineering construction drawing, check whether the installation position of the system connecting pipe and valve is correct, whether the connection is firm and reliable, and whether the installation position of the gas discharge port and the condensate purge port is reasonable;
The surface cleanliness of all equipment, pipelines and valves to be in contact with oxygen and liquid oxygen has met the requirements of JB/T Surface Cleanliness of Air Separation Equipment;
The safety valve, regulating valve and other valves shall be inspected and adjusted correctly, reliable and flexible, and in working condition;
Technical documents of commissioning scheme and record sheet are ready.
Test of safety valve
Purpose of safety valve test
The purpose of safety valve test is to check whether its calibration and operation are normal. Therefore, each safety valve should be tested to see whether the pressure when it jumps is correct and whether the reseating pressure is appropriate.
According to the specifications, check whether the installed safety valve has been marked, sealed and tested according to the regulations. If there is any doubt, it must be checked on site.
Basic principle of calibrating safety valve
If possible, disconnect the pipeline that must be protected, raise the pressure to the pressure that can make the valve jump, and test each valve separately. It is obvious that the pressure of the pipe network should be checked with a reliable pressure gauge installed or a pressure gauge temporarily installed for testing.
The heating pipeline can be used to pressurize the pipe network or equipment.
If the safety valve jumps before reaching the specified pressure, tighten the spring until the valve opens at the specified jumping pressure.
If the safety valve still does not take off when the specified takeoff pressure is reached, it is obvious that the pressurization must be stopped, then the spring must be reversed until the valve is opened at the specified takeoff pressure.
Specified take-off pressure of safety valve
Startup of instrument air pipeline
Instrument air must be dry and oil-free, and its dew point must be ≤ -40℃.
Before pressurizing the instrument air pipe network, it shall:
Disconnect the instrument air pipeline connected to each air supply unit.
All parts of the pipeline and the inlet nozzle of the provided instrument must be purged with air to prevent leaving impurities (dust, welding slag, etc.).
Purge the instrument pipeline with air. After the air purging is completed, be sure to reconnect the removed pipeline valve.
After air purging, connect the instrument air pipeline to the air inlet of each instrument and close the corresponding air inlet valve.
The whole instrument pipeline shall be subject to leakage test with fat-free soapy water.
Open the inlet valve of each instrument and pressurize each instrument to the required pressure.
Startup of circulating cooling water
Start the circulating cooling water system according to the starting requirements of the circulating cooling water system.
Commissioning of compressor
The disassembly and inspection of the raw air compressor unit and the circulating nitrogen compressor unit shall be carried out according to the relevant technical documents of the compressor manufacturer.
According to the performance parameters of the compressor and the control requirements of the compressor manufacturer for the compressor, the compressor shall be subject to single commissioning and field test under the guidance of the manufacturer's technicians.
The following work must be carried out by technicians sent by the manufacturer:
Before starting the compressor, check the rotation direction of the motor;
Check whether the compressor is in good mechanical condition;
Check whether the alarm system and various safety devices are in good condition;
Debug all control circuits, inlet guide vanes and anti-surge system of the compressor, and draw anti-surge curves;
Start the metering or data transmission and reception system of all compressors;
Start the automatic drainage device;
Load test of compressor;
Under normal conditions (pressure and flow), start the compressor;
Record the parameters for 48 hours, the number of all alarms, and measure the power consumption and utility consumption (cooling water, instrument gas);
Specify various set values, make anti-surge curves, and record bearing temperature and vibration.
Purging of equipment and pipeline
Purging purpose
After the installation of the equipment, the equipment and pipeline system will inevitably get some sundries of different sizes: dust, welding slag, electrode tip, sand, water, etc. These things will block and wear the valve, thus preventing the normal operation of the equipment. After removing the flange and valve, use dry air to purge the sundries from the equipment and pipeline system to eliminate the hidden danger.
Air purging shall be carried out before filling pearlescent sand.
Principle of purging
There is available dry, oil-free compressed air or nitrogen at a pressure of about 200kPa (gauge pressure). Compressed air or nitrogen includes low pressure, short time (about 3~5 minutes) circulation and high-speed flow, and a large amount of gas in the pipeline is circulated and discharged into the atmosphere from each purging port.
If the pipeline blown by compressed air or nitrogen has been cleaned, it can be put into normal use.
During purging, it is better to gently knock the pipeline with a wooden hammer, such vibration will make dust and welding slag fall off. On the purging pipeline of each section, open the valves of all discharge outlets and analysis sampling points, and disconnect the transmitter interface. It is better to send gas at several places on the same pipeline. When there are no sundries coming out of the pipeline, it can be considered that the blown pipeline is satisfactory.
Precautions during purging
People in the purging area must be warned in advance not to panic due to the huge noise generated by transportation and purging. If it proves necessary, the operator must be ready to stop the air supply at any time.
The air supply flow can be adjusted step by step. The effect of air supply depends on whether the flow is appropriate, but the flow should not be too large.
In order to adjust the purge gas, the gas distribution must be used as a pressure reducing valve. If such use is maintained for too long, these valves will not be damaged, and the primary air supply time should be about 5 minutes.
Blind flanges or various valves must be used to isolate the intake pipe connected to vulnerable parts. Some valves with complex structures, such as control valves, may need to be completely removed.
If the purge gas flow is too large, the pipeline system may have dangerous twisting or vibration. Therefore, when you observe the outlet of the first air supply, the flow of purge gas gradually increases. If any abnormal condition is found, stop the air supply immediately.
The inlet pipeline of the air compressor and the carbon steel pipeline at the inlet and outlet of the circulating nitrogen compressor shall be mainly purged.
For more inquiry, welcome to contact by email sinocom6@163.com
Keywords: Liquid Air Separation Plant, Liquid Oxygen, Liquid Nitrogen, Liquid Argon Air Separation Plant, Cryogenic Air Separation Plant