Technology 0003: 12000 Series - Gas Oxygen/Gas Nitrogen/Liquid Argon Cryogenic Air Separation Plant - Internal Compression
1. Basic principles
The working principle of the air separation plant is to use the different boiling points of the various components in the air, pressurize, pre-cool and purify, and use the cooling capacity provided by the turbo expander to liquefy and then rectify to obtain the required oxygen and nitrogen, argon products.
2. Brief description of the process
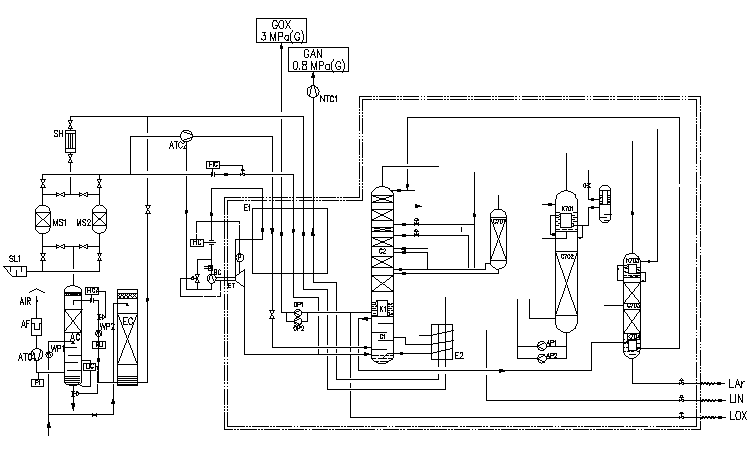
The air separation unit is a set of full rectification hydrogen-free argon production air separation unit with normal temperature molecular sieve adsorption and booster turbo expander process. Its technological process is briefly described as follows:
The air passes through the self-cleaning air filter, filters out dust and mechanical impurities, enters the air compressor, and enters the air-pre-cooling system after being compressed. The air is cooled by the pre-cooling unit in the air-pre-cooling system, and the free moisture is separated in the separator, and then enters the molecular sieve purification system. The molecular sieve purification system consists of two adsorbers and two electric heaters. The two adsorbers are switched to use. When one is working, the other is heated and regenerated by the dirty nitrogen from the fractionation tower, and the electric heater is used and the other is used. Moisture, carbon dioxide, etc. In the air are removed by the activated alumina and molecular sieve of the purifier, and then enter into five paths:
All the way into the fractionation tower, the flow is divided by adjusting the butterfly valve, and distributed into each main heat exchanger. The air passes through the main heat exchanger to exchange heat with the reflux gas, is cooled to the liquefaction temperature ( -168°C), and then enters the lower tower.
The other air is used as the expansion gas. After being pressurized by the supercharger and cooled by the cooler, it also enters the main heat exchanger to exchange heat with the return gas. This part of the air is cooled to about -120°C and is drawn out from the middle of the main heat exchanger, refrigerated by a turbo expander, and the expanded air enters the middle of the upper tower to participate in rectification, and the excess part is released to the sewage nitrogen pipe.
The third air goes to the booster air compressor, compressed and cooled by the cooler, and then enters the main heat exchanger to exchange heat with the return gas, and is throttled into the lower tower after liquefied.
A small amount of air from the fourth route goes to the instrument air system as instrument air.
A small amount of air in the fifth route goes to the heating pipeline of the fractionating tower as heating gas.
The air is rectified in the lower column of the rectification tower to obtain liquid nitrogen and oxygen-enriched liquid air; part of the liquid air is extracted from the middle of the lower tower and then throttled as the reflux liquid of the upper tower; after the liquid nitrogen is cooled, part of the throttle is used as the reflux of the upper tower Liquid nitrogen, a part of the liquid nitrogen obtained after gas-liquid separation is throttled, and is output as a liquid product; another part of the liquid nitrogen is throttled and used as a cold source for the refined argon condenser. The oxygen-enriched liquid air is exported from the bottom of the lower tower and then enters the subcooler, and is cooled and supercooled by the dirty nitrogen and nitrogen gas from the upper tower. Part of it is throttled and used as reflux liquid to enter the upper tower; part of it is throttled and sent to the crude argon condenser. The oxygen-enriched liquid air entering the crude argon condenser is vaporized and then enters the upper tower to participate in rectification after heat exchange. In order to prevent the concentration of hydrocarbons in the liquid air of the crude argon condenser, a small amount of liquid air is taken back to the upper tower, and enters the middle of the upper tower together with the evaporated liquid air vapor to participate in rectification.
The materials entering the upper tower are rectified to obtain low-pressure nitrogen, liquid oxygen, oxygen, argon fraction and dirty nitrogen. The argon content in the argon fraction is adjusted by extracting a small amount of oxygen; the liquid oxygen is extracted from the condensing evaporator, part of which is directly sent to the liquid storage tank for storage, and part of which is boosted by the liquid oxygen pump and then sent to the main heat exchanger for vaporization and reheating as a product oxygen. Low-pressure nitrogen is pumped from the top of the upper tower into the subcooler, and enters the main heat exchanger after heat exchange. After reheating, some of them enter the molecular sieve purification system as the regeneration gas of the molecular sieve, and the excess part is emptied.
Part of the medium-pressure nitrogen obtained at the top of the lower tower is condensed by liquid oxygen in the condensing evaporator, and the other part is sent to the refined argon evaporator. The condensed liquid nitrogen in the condensing evaporator is used as the cold source of the lower column, the reflux liquid of the upper column and the refined argon condenser respectively. The liquid nitrogen condensed in the refined argon evaporator is throttled and then sent to the liquid nitrogen separation tank. From the lower part of the upper tower, the argon fraction is drawn into the crude argon tower I, and after heat and mass transfer with the crude liquid argon delivered from the crude argon tower II through the process liquid argon pump, it enters the crude argon tower II, and the cold source of the crude argon tower II is After cooling the liquid air, in the crude argon tower II, the distillate gas undergoes heat and mass transfer, removes the oxygen component, and then enters the refined argon tower, and the top and bottom of the refined argon tower are respectively equipped with a condenser and an evaporator. In the refined argon condenser, the cold and heat sources are liquid nitrogen and crude argon respectively; in the refined argon evaporator, the cold and heat sources are liquid argon and nitrogen respectively. Crude argon is rectified in the argon refining tower, and liquid refined argon is obtained at the bottom of the argon refining tower. After the liquid argon is measured by the liquid measuring cylinder, it is sent out of the cold box and enters the liquid argon storage tank.
3. Process characteristics
In the pre-cooling system, the use of pre-cooling units makes the pipeline simple, easy to operate, and low failure rate.
The molecular sieve adsorption method is used to purify the air, the process flow is simple, the start-up is easy, the operation is convenient, the operation is safe, the switching loss is small, and the rectification working condition is stable.
The upper tower adopts a structured material tower, which has good heat and mass transfer performance, small resistance, and reduced exhaust pressure of the air compressor, which makes the operation reliable and greatly reduces energy consumption.
Using a booster expander, the unit cooling capacity is large, and the required expansion gas volume is reduced, correspondingly increasing the processing gas volume of the lower tower and reducing the expansion air volume entering the upper tower, which is beneficial to the rectification of the upper tower.
The temperature adjustment flow path before the expander is set to meet the working conditions of the start-up process and normal operation.
There are two main heat exchangers, which use oxygen, nitrogen, and dirty nitrogen to exchange heat with the air entering the tower, and are equipped with valves to adjust the temperature difference at the hot end of each plate to reduce cold loss.
The molecular sieve adsorber is automatically switched and regenerated by heating.
Refined argon is produced by full rectification. All argon towers use structured packing towers with low resistance and high heat and mass transfer performance. The hydrogen production equipment and argon purification system for conventional argon production are omitted to make its operation safer and more reliable.
4. Equipment maintenance and management during daily operation
For the operation and maintenance of compressor unit, water pump, booster turbo expander, process liquid argon pump and other equipment, please refer to the relevant instructions.
Operations management
The operation record sheet should be recorded every hour, and the recorded data include temperature, pressure, resistance, liquid level, flow rate, analysis results, etc. The adjustment process and adjustment status of equipment and valves should also be recorded.
The measuring pipeline should be purged every week, the controller should be turned off before purging, and the instrument should be checked and adjusted when necessary.
Check all filters and clean or replace as necessary.
Heat Exchanger
For the main heat exchanger, attention should be paid to the change of resistance (pressure difference) and heat transfer temperature. If there is any abnormality, you should analyze the historical records to understand that the abnormal situation in the operation process is usually caused by the freezing of water, carbon dioxide and the blockage of mechanical powder, which is usually caused by improper operation. For the air channel, it is usually the work of the purification system If it is caused by bad conditions, it can be eliminated by heating and blowing off. When heating, the heating gas volume and heating time must be guaranteed to ensure thoroughness.
In addition, by analyzing the change of purity in and out of the heat exchanger, it can be judged whether there is a leak in the heat exchanger.
Distillation column
The working load and working conditions of the rectification tower can be judged through the resistance change of the rectification tower. The resistance when the equipment is in normal operation for the first time can be used as the basis for the normal operation of the equipment.
When the resistance is significantly lower than the normal value, it indicates that the liquid phase load is low or there is leakage. Except for the change of working conditions, the reason should be found out.
When the resistance is greater than the normal value, it is usually caused by the blockage of the tray, which can only be eliminated by heating and blowing off. If the resistance gradually increases, the air volume gradually decreases, the purity deteriorates, and the working conditions change greatly, indicating that there is liquid flooding. At this time, the amount of liquid entering the rectification column should be reduced (by cutting off the corresponding liquid product delivery valve, open the liquid discharge valve), control the operation of the compressor and expander, and make adjustments after the rectification working condition recovers.
The working liquid level of the condensing evaporator should be controlled to prevent the liquid level from being too high, causing inaccurate indication and affecting normal working conditions.
Air precooling system
Adjust according to the instruction manual of the pre-cooling unit. After cooling, the temperature reaches the standard and then it is sent to the purification system.
Molecular sieve purification system
The molecular sieve purification system is an important link related to the long-term operation of the equipment. The "switching equipment" should be checked regularly for proper operation.
During the normal operation of the system, the working conditions of the purifier should be checked regularly. If the regeneration or cooling temperature does not meet the requirements within the specified time, it should be adjusted.
After the purification system has been used for a certain period, the molecular sieve should be checked for brokenness. If necessary, it must be taken out and sieved to remove dust or replaced.
Valve
All cryogenic valves and valves in contact with oxygen must be oil-free and grease-free. During maintenance and repair, care should be taken to remove the grease if the valve or its seals are in contact with grease. The daily management of the valve should also pay attention to keeping its visible surface clean, check the leakage of the valve, and the surface of the valve stem should be regularly coated with a lubricant suitable for oxygen.
Instrument Components
The management and maintenance of various instruments should be carried out in accordance with their operating instructions, and the measuring pipeline should be maintained to ensure that there is no leakage and blockage, otherwise it will affect the accuracy of measurement and affect the normal operation of the equipment.
5. Shutdown and heating
Normal shutdown
The normal shutdown of the equipment should be carried out in sequence and quickly according to the following steps:
Open the vent valve on the product line;
Close the liquid product take-out valve, drain the liquid in the metering tank, and then close the liquid delivery valve;
Shut down the turbo expander;
Shutdown of the booster air compressor;
Switch the instrument air system to the alternate instrument airline;
Shut down the raw material air compressor;
Stop the switching system of the molecular sieve purification system, stop the regenerative heater, and record the corresponding program steps;
Close the air and product lines and open the vent valve on the line inside the cold box (depending on the pressure);
Shutdown of liquid argon pump and liquid oxygen pump;
If the shutdown time is long, the liquid should be discharged, pay attention to the speed and safety of the liquid discharge.
Close all valves except those mentioned above;
Warm up the equipment.
Note that when the outdoor temperature is lower than 0°C, the water in the container and pipeline should be drained to avoid freezing.
Note: The cryogenic liquid is not allowed to evaporate at the low liquid level in the container. When the liquid in the container is only 20% of the normal liquid level, it must be completely drained. When the expander is shut down, the oil pump should be stopped after the machine stops running, and then the sealing gas should be cut off.
Temporary downtime
When a temporary shutdown is required due to various failures, the distillation column can be shut down for cooling. Proceed according to the normal shutdown ai steps, and depending on the time to eliminate the fault, decide to execute the jth step until the lth step. Generally, if the shutdown time is more than 48 hours, the whole system should be heated before starting. When shutting down, pay attention to:
Gradually close the liquid nitrogen reflux valve of the lower tower, and send the liquid air of the lower tower into the upper tower as much as possible.
Put nitrogen venting and other circuits into automatic or manual opening to prevent overpressure caused by liquid evaporation during shutdown.
During the shutdown period, the monitoring, analysis and recording of the liquid level, pressure, temperature and other parameters in the distillation column should be continued.
Restart after temporary shutdown
When restarting the equipment after temporary shutdown, the operation steps should be determined according to the temperature in the cold box. When restarting after a temporary shutdown, the equipment and pipelines in the cold box do not need to be purged.
The start-up of the equipment outside the cold box is carried out according to the above-mentioned method. Before the air enters the fractionation tower, the purification system must first perform a switching cycle, and the subsequent operation steps are carried out according to the above-mentioned method. The situation can be established more quickly.
Heating
After long-term operation of the air separation unit, ice, dry ice, hydrocarbons and other deposits may be generated in the cryogenic container and pipeline of the fractionation tower system, which will gradually increase the resistance of the equipment and increase energy consumption, which will affect the purity and output of the product. For this reason, every time the equipment runs for a cycle, the fractionation tower system should generally be fully heated and thawed to remove these deposits.
During the operation of the equipment, if the resistance of the heat exchanger and the rectifying tower increases or the inlet pressure of the turbo expander drops, and the speed drops sharply, the fractionating tower system should be fully heated and thawed in advance, or the turbo expander should be partially refrigerated. Heating. This situation is often related to improper operation and maintenance.
The heating air source of the equipment is the normal temperature dry air purified by the molecular sieve purifier. The principle of heating is from top to bottom, from the inside to the outside. Try to make the temperature of each part of the equipment rise slowly and evenly to avoid excessive temperature rise. A large temperature difference is generated, resulting in a large thermal stress, resulting in damage to equipment or pipelines.
When heating, all instrument detection pipelines must also be heated and blown off at the same time.
When heating, use the heating pipeline provided on some pipelines to facilitate the heating of the fractionation tower and speed up the heating process of the fractionation tower.
For the heating of the supercharged turbo expander, please refer to the operation and maintenance manual of the machine.
Drain all the liquid, close all valves, pay attention to the speed and safety of the liquid when draining.
Start the air turbine compressor, air pre-cooling system and molecular sieve purification system, and the heating gas volume should not be less than 1/3 of the total processing gas volume.
Open each valve according to the process flow, except for the expander system during heating, the rest follow the normal flow path, and open the corresponding blow-off valve.
When the gas temperature at the heating gas outlet rises above 0°C, open the instrument detection pipeline on the heating pipeline. When heating the instrument signal pipeline, pay attention to the pressure monitoring of the equipment and pipelines to prevent overpressure.
When the outlet temperature of the heating gas is close to the inlet temperature, the heating ends.
Pay attention to observe the volume and pressure of each blowing gas at any time.
Shut down the air turbine compressor system, air precooling system, and molecular sieve purifier system, and close all valves.
6. Troubleshooting and troubleshooting
Here only some possible failures in the equipment are explained, and other unexpected failures must be dealt with in time by the on-site operators according to the specific conditions. For fault diagnosis and treatment of compressors, expanders, etc., refer to relevant instructions.
For the failure and elimination of the equipment, corresponding shutdown measures should be taken according to the fault situation: if it is necessary to carry out overall or local planned shutdown due to maintenance or need, it should be carried out in accordance with the normal shutdown sequence; due to emergency, but can be handled as soon as possible, local emergency can be adopted. When shutting down, the corresponding interlock must be released. Before emergency shutdown, the working status of the equipment must be confirmed, so that the operation status of the rest of the equipment after partial shutdown can be known and controlled; if the equipment has an emergency failure, and if it is difficult to handle and may cause damage to the machinery and equipment, it must be shut down in an emergency.
Gas supply stopped
Signal: The alarm equipment of the air compressor sounds.
Consequences: The system pressure and the resistance of the rectifying tower decrease, and the product purity is destroyed.
Emergency procedures:
Vent the fractionation tower product gas and take-off gas (as required);
Stopping the removal of liquid products;
Stop the operation of the booster turbo expander;
Adjust the fractionation tower valve to prevent overpressure;
Stop purification system regeneration;
Further steps:
Stop the equipment.
Troubleshooting method:
According to the provisions of the compressor operation and maintenance manual, find out the cause and take corresponding measures.
Power outage
SIGNALS: All electrically powered machines stop working and the alarms on these machines sound.
Consequences: The system pressure and the resistance of the rectifying column decrease, and the product purity is destroyed.
Emergency procedures:
Stop the operation of the supercharged turbo expander and related machines, and close the inlet and outlet valves.
Vent the fractionation tower product gas and take-off gas.
Stopping the withdrawal of liquid products;
Stop molecular sieve purifier regeneration;
Provide backup instrument gas.
Further steps:
Disconnecting a equipment powered by electricity from the grid.
Shut down the unit.
Troubleshooting method: After the power failure is eliminated and the power supply returns to normal, it is determined whether the fractionation tower needs to be reheated according to the length of the power outage, and restarted according to the startup procedure.
Supercharged turbo expander failure
Signal: The turbine expansion alarm equipment sounds.
Emergency measures: open the bypass circuit of the turbo expander, cut off the inlet valve of the turbo expander urgently, and close the inlet and outlet valves;
Troubleshooting method: common faults of turbo expander include bearing temperature is too high, inner bearing temperature is too low, expander inlet gas with liquid, solid particles enter impeller, expander gap pressure is higher than normal value, expander gap pressure is too low and The vibration of the expander becomes larger. Refer to its instruction manual for fault diagnosis and troubleshooting.
Instrument Air Interruption
Signal: Instrument air pressure alarm sounds.
Consequence: Switching equipment fails
All pneumatic instruments fail
Emergency measures: Open the backup instrument air valve, and the equipment can resume operation. If not normal, shut down the equipment.
Further measures: If the equipment continues to operate, the purity of the product should be checked, and the effect of regeneration and cold blowing of the molecular sieve purifier should be checked. If it is abnormal, corresponding adjustments should be made.
Troubleshooting method: The cause of the failure is the clogging of the instrument air filter, or the leakage of the valve or pipeline. For this reason, blockage should be eliminated and leakage should be eliminated.
Valve failure
All cryogenic valves have the potential to freeze due to leakage, often due to a leaky stuffing box seal. For frozen valves, do not use strong switches to avoid damage to the valve. Hot air or steam can be used to directly blow the frozen part of the valve. Be careful not to allow moisture to enter the stuffing box when using steam. After the valve is thawed, the leak should be found and eliminated.
Liquid pump failure
When the liquid pump fails, the other liquid pump should be pre-cooled immediately to shorten the switching time of the liquid pump as much as possible. Adjust the working condition of the equipment and eliminate the failure of the liquid pump.
7. Safety regulations
The use of the air separation unit must comply with the safety operating regulations. Operators and their related personnel must learn safety operating procedures in advance and carry out necessary training.
In addition to complying with the content mentioned in this chapter, you must also abide by the relevant safety regulations of the state and enterprises such as machinery, instruments, and electricity.
General properties of air and air components
Air
Air is mainly composed of nitrogen and oxygen, which are uniformly mixed together in gaseous state. In addition to oxygen and nitrogen in the air, there are gases such as argon, neon, helium, krypton, xenon, etc. These gases are chemically stable, have very little content in the air, and are not easy to obtain in nature, so they are often called rare gases or inert gas.
In addition, the air also contains a small amount of water, carbon dioxide, acetylene and other gases. Although these impurity gases are small in number, they are not small in harm. Moisture and carbon dioxide are first frozen into solid particles before the air is liquefied. It will block the valves, pipes and sieve holes of the tray, and it will also wear the machine, affect the heat transfer, and make the air separation unit not operate normally. Acetylene is one of the main causes of explosion accidents in air separation units, so it must be paid great attention to and eliminated during the operation of air separation units.
Since the boiling points of the oxygen, nitrogen and other components that make up the air are different, the required oxygen, nitrogen and other components can be obtained after rectification in the tower.
If the liquid air is placed in an open container for a period of time, because nitrogen has a low boiling point and is relatively volatile and gradually vaporizes, the oxygen content in the liquid will increase, and the remaining liquid will gradually have the properties of liquid oxygen.
Oxygen
Oxygen is a colorless, odorless, tasteless, non-toxic gas, which can form an explosive mixture when mixed with a certain proportion of flammable gases (acetylene, hydrogen, methane); oxygen also has a strong combustion-supporting effect, and the concentration of oxygen The higher it is, the more intense the burn will be. As long as the oxygen content in the air increases by 4%, it will cause a significant increase in combustion. Many substances, including metals, will not ignite in ordinary atmosphere, but in the case of a higher concentration of oxygen, or in pure oxygen, will be able to burn up. In the case of high oxygen concentration, combustible substances are easy to cause natural explosion, and even explosion. If it encounters high-pressure oxygen or liquid oxygen, the situation will be aggravated. Clothes soaked in oxygen are very easy to catch fire (such as sparks generated by static charges). And it will burn extremely quickly. If oxygen is not removed, it will be dangerous for a long time.
Nitrogen and argon
Both nitrogen and argon are colorless, odorless, tasteless and non-toxic gases. In the case of high nitrogen or argon concentration, once a person inhales it, it will cause suffocation due to lack of oxygen, so that the victim does not have any discomfort in advance. In the indicated situation, unconsciousness will soon be lost, causing life-threatening.
Nitrogen and argon can inhibit combustion, so nitrogen and argon can be used as protective gases for flammable and explosive substances in many occasions. The cold storage box of the air separation unit is filled with dry nitrogen to maintain a certain pressure, which can eliminate moisture and prevent the accumulation of oxygen.
Rare gases such as neon, helium, krypton, and xenon also have similar properties to nitrogen and argon.
Cryogenic liquid
Liquid air, oxygen, nitrogen, and argon, due to their low temperature, will cause frostbite if they come into contact with human skin, similar to severe burns, and special attention must be paid.
Safety Precautions
The working area of the air separation unit and all places where various products are stored, transported and reprocessed must pay attention to the following safety precautions:
Protection from Fire and Explosion
No smoking and open flames
Any work that requires open flames and will generate sparks and flames, such as: electricity, gas welding, sand wheel grinding, etc., is usually prohibited in the air separation production area. Oxygen content analysis and combustible gas analysis, take measures to ensure that the oxygen concentration in the air in the work area does not increase, and it can only be carried out under the supervision of full-time safety personnel.
Do not wear nails or any steel shoes to enter the air separation production area, so as to avoid sparks caused by friction and cause fires.
Personnel engaged in work in an oxygen-filled environment should wear cotton underwear and coats. Do not use materials that are prone to static sparks to make work clothes, and do not quickly remove synthetic fiber clothing in an oxygen-filled environment.
Strictly avoid oil and grease. All parts and parts in contact with oxygen, including channels for oxygen, pipe fittings, valves and other accessories in contact with oxygen, must be absolutely oil-free and grease-free. Degreasing and cleaning must be carried out before installation, maintenance and use. The degreasing cleaning solvent should use hydrocarbons and hydrofluorocarbons, such as perchloroethylene, general trichlorethylene, alcohol, etc., which are not suitable for cleaning aluminum or aluminum alloys, and flammable and explosive substances as degreasing agents for oxygen pipelines, the reason is that it will cause an explosive reaction, and the degreased pipeline should be immediately passivated or filled with dry nitrogen for protection.
Due to the toxicity of the above-mentioned cleaning agents, safety measures must be taken when using them, pay attention to ventilation, protect the skin, and wear a gas mask.
The clothing of on-site personnel in production areas must be free of oil and grease.
It is forbidden to store flammable and explosive materials in the working area of the equipment, especially in the workshop of oxygen compressor, oxygen storage site and oxygen pipeline. Lubricants and raw materials necessary for the operation of the equipment must be properly kept by special personnel.
To prevent local enrichment of oxygen, if it is found that the oxygen concentration in the air in some areas has been enriched or there is a possibility of concentration, it must be clearly marked and forced to ventilate. For places where hydrogen concentration is concentrated, it should also refer to handle.
Personnel should avoid staying in areas with increased oxygen concentration. If they have already stayed, their clothing will be saturated with oxygen. At this time, they should be thoroughly blown and replaced with air immediately.
Oxygen valves, especially high and medium pressure manual oxygen valves must be operated slowly to avoid rapid operation. The pressure difference between the front and back of the valve should be less than 0.2MPa. Use air or nitrogen to reduce the pressure difference before and after the valve, and non-pressure regulating valves are not allowed to be used as pressure regulating valves.
When opening the valve, pay attention to the change of the pressure and temperature of the pipe section behind the valve. If the pressure rise of the pipe section behind the valve is slow but the temperature rises rapidly, the operation must be stopped and the cause should be found out.
When opening the oxygen valve, it is strictly forbidden to use the method of knocking the valve shell or the valve stem to loosen it before opening, especially when opening the oxygen valve that is inconvenient to rotate or has been rusted due to long-term use, special attention should be paid to properly handle it to avoid Unnecessary accidents happen.
The concentrations of acetylene and hydrocarbons in the main cooling liquid oxygen should be measured at least once a day and recorded. The content of carbon compounds in acetylene in liquid oxygen can cause explosion, so it must be strictly controlled, and its limits are specified as follows:
Acetylene: alarm limit 0.1ppm
Shutdown limit 1ppm
Hydrocarbons: alarm limit 30mg/L liquid oxygen (according to carbon)
Shutdown limit 100mg/L liquid oxygen (according to carbon)
When the content of acetylene or hydrocarbons in liquid oxygen is too high, the following measures should be taken:
More determinations should be made to find out the cause of the increased content as soon as possible and eliminate it.
Increase liquid oxygen discharge.
Check that the molecular sieve purifier is working properly.
Analysis of acetylene and hydrocarbon content in the atmosphere.
If after the above measures are taken, the content of acetylene and hydrocarbons still increases, and when it reaches the shutdown limit, it should be shut down immediately, the liquid should be removed, and the equipment should be thoroughly heated.
Fractionation towers and oxygen pipelines must have reliable grounding equipment to eliminate static electricity, and connecting flanges must have jumper wires.
Keep the main cooling liquid oxygen level to meet the full immersion operation, not too high, too high will cause liquid flooding in the fractionation tower; not too low, too low will easily cause the concentration and deposition of hydrocarbons.
The discharge of safe liquid oxygen is a powerful measure for the main cold explosion protection, and it should be ensured that the amount of liquid oxygen not less than 1% of the oxygen production is continuously drawn from the equipment.
Prevent death from suffocation
To prevent the local enrichment of inert gases such as nitrogen, if it is found that some areas have been enriched or may be enriched, warning signs must be clearly marked, and forced ventilation and monitoring must be carried out.
It is strictly forbidden for personnel to enter the nitrogen-enriched area, nitrogen containers or pipelines. If you need to enter the nitrogen-enriched area, you must first carry out ventilation and replacement, and after inspection and analysis confirm that there is no nitrogen enrichment, you are allowed to enter, and you must do so under the supervision of security personnel. When necessary, protective equipment must be worn.
Prevent frostbite
When dealing with cryogenic liquid vaporization, you must wear the necessary protective clothing and gloves, and the trousers should not be stuffed into the shoes to prevent the liquid from touching the skin.
Liquid nitrogen, liquid oxygen, liquid air, and liquid argon should be discharged in professional pipelines, and should not be dumped arbitrarily around the workshop or equipment.
Before entering the cold storage box of the air separation unit, the relevant section must be heated in advance before entering.
Security measures
Plant design
The plant and auxiliary buildings of the air separation unit must be equipped with a proper ventilation system, especially in basements, pits, passages and other places that are likely to increase the concentration of gas components. Production and use of nitrogen and inert gas sites and operating rooms must have good ventilation facilities. When using nitrogen for operations, safety measures should be taken to prevent suffocation.
Where there is a possibility of liquid oxygen leakage, the floor must not be covered with any flammable material (such as wood, asphalt, etc.), and must be smooth without joints and breaks.
Strengthen the management of nitrogen and other pipelines and valves to prevent misoperation.
The plant and auxiliary buildings of the air separation unit shall have emergency exits, and obvious signs shall be set up.
Fire protection equipment
Set up eye-catching warning signs such as "No Smoking" and "No Open Flame" in areas and places where oxygen may be concentrated.
There should be a safe and reliable alarm system.
Adequate fire extinguishing equipment should be provided.
Prevent overpressure.
All vessels and pipes working under pressure, and in which the internal pressure may rise, must be equipped with safety equipment against overpressure (safety valves or rupture discs, etc.), and this safety equipment must be kept in good condition. In the working state, the take-off pressure of the safety valve should be checked regularly, and there should be a lead seal.
The alarm system of the air separation plant must be checked regularly.
Use of insulation
In order to maintain the good thermal insulation performance of the insulation material in the cold box, dry nitrogen or air should be filled in the cold box to maintain a positive pressure in the cold box to prevent the intrusion of moisture outside the cold box.
In order to keep the oxygen concentration in the cold box due to oxygen leakage, resulting in oxygen in the insulation material, it is necessary to regularly check and analyze the gas components in the cold box. If there is a phenomenon of oxygen concentration, find out the reason. Nitrogen was used to replace the oxygen concentration to a safe level.
When loading and unloading thermal insulation materials, special masks and gloves must be used to prevent damage to the respirator tube and skin of the staff. When filling, be careful not to fall into the pile of pearlescent sand, which will endanger your life. Do not step on the pipes, brackets, valves, and containers of the fractionating tower to install pearlite; set grids and other safety measures at the inlet of the pearlite on the cold box. Before unloading the pearlite in the cold box, it should be thoroughly heated to prevent the pearlite from no longer having low-temperature liquid after heating, and all the manholes that are allowed to be opened on the cold box should be opened. Before personnel enter the cold box, analysis and protection work should be done.
For more enquiry, welcome to contact by email sinocom6@163.com
Key Words: Air Separation Plant, Internal Compression Air Separation Plant, Gas and Oxygen Internal Compression Air Separation Plant, Metallurgical Plant Air Separation Plant